
Што такое ліццё металу пад ціскам?
Ліццё пад ціскам адносіцца да працэсу вытворчасці металічных дэталяў, утвораных з дапамогай формы.Гэты працэс дазваляе вырабляць прадукты ў маштабах масавай вытворчасці з высокай якасцю і паўтаранасцю.Працэс пачынаецца з нагнятання расплаўленага металу пад высокім ціскам у адліваную форму.Плашка можа ўтрымліваць адну або некалькі паражнін (паражніны - гэта формы, якія ствараюць форму дэталі).Пасля таго, як метал зацвярдзее (за 20 секунд), плашка адчыняецца, а стрэл (вароты, дарожкі і дэталі, усе злучаныя) выдаляюцца, і працэс пачынаецца зноўку.Пасля аперацыі ліцця пад ціскам здымак звычайна апрацоўваецца далей на штампе для аздаблення, дзе выдаляюцца засаўкі, дарожкі і ўспышка.Затым дэталь можна апрацаваць далей шляхам вібрацыйнай ачысткі, дробеструйной апрацоўкі, механічнай апрацоўкі, афарбоўкі і г.д.
Перавагі ліцця пад ціскам
Алюмініевае ліццё пад ціскам з'яўляецца найбольш распаўсюджаным працэсам вытворчасці алюмініевых дэталяў, якія выкарыстоўваюцца ў розных галінах прамысловасці.Паколькі алюміній мае выдатную цякучасць матэрыялу, высокую каразійную ўстойлівасць і высокую стабільнасць памераў са складанай формай дэталяў.
Алюмініевая дэталь для ліцця пад ціскам адрозніваецца высокай механічнай трываласцю, лёгка адліваецца і мае меншы кошт у параўнанні з дэталямі для ліцця пад ціскам з цынку або магнію.
Алюмініевыя дэталі для ліцця пад ціскам валодаюць выдатнымі фізічнымі ўласцівасцямі, якія вытрымліваюць высокую тэмпературу, што дазваляе выкарыстоўваць алюмініевае ліццё ў аўтамабільнай, авіяцыйнай, медыцынскай і іншых прамысловых вырабах.
Пяць крокаў
Крок 1. Плаўленне матэрыялу
Паколькі алюміній мае вельмі высокую тэмпературу плаўлення (660,37 °C), яе нельга расплавіць непасрэдна ў машыне для ліцця пад ціскам.Вось чаму нам трэба папярэдне расплавіць яго з дапамогай печы, якая прымацавана дамашына для ліцця пад ціскам.
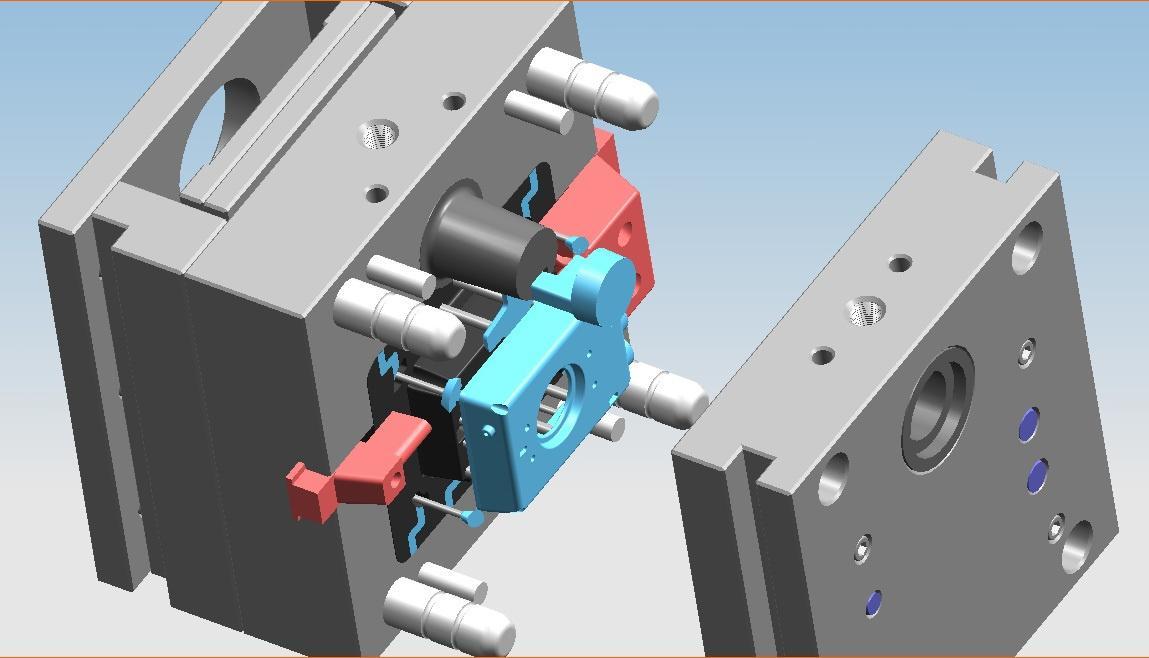
Крок 2. Мантаж і заціск формы
Гэта амаль падобна на ліццё пад ціскам, працэс ліцця пад ціскам таксама патрабуе інструмента для формы для працэсу ліцця.Такім чынам, нам трэба ўсталяваць інструмент для ліцця пад ціскам на халоднае ліццёмашына.

Крок 3. Ін'екцыя або напаўненне
Расплаўлены матэрыял перадаецца з печы ў машыну для ліцця пад ціскам рухомым каўшом.На гэтым этапе матэрыял будзе залівацца і выціскацца ў паражніну формы для ліцця пад ціскамматэрыял астывае і застывае для атрымання жаданых вырабаў для ліцця пад ціскам.
Крок 4. Астуджэнне і застыванне
Пасля поўнага запаўнення формы для ліцця пад ціскам расплаўленым матэрыялам патрабуецца 10 ~ 50 секунд, каб астыць і застыць (гэта залежыць ад структуры і памеру дэталі).
Крок 5. Выманне часткі
Калі форма адкрываецца, адлітыя дэталі будуць выкідвацца штыфтамі з інструмента для ліцця пад ціскам.Затым адлітыя дэталі гатовыя.
Вітрына дэталяў для ліцця пад ціскам

Дэталь інструмента хуткага прататыпа

Масавая вытворчасць дэталяў для ліцця пад ціскам

Частка для ліцця пад ціскам на заказ

Дэталь для ліцця пад ціскам без чыставой апрацоўкі

Прататып інструментальнай часткі







